






天然氣流量計三葉轉子四軸加工技術研究
點(diǎn)擊次(cì)數(shù):2207 發布時間:2021-01-08 06:33:49
摘要:針對天然氣流量(liàng)計內部(bù)的一種三葉(yè)擺(bǎi)線轉子,采(cǎi)用加(jiā)工中心四軸銑削技術。通過三葉擺線轉子組件的結(jié)構基於立式加工(gōng)中心四軸設備設計了一種能夠方便裝夾轉子的工裝,並利用 SolidCAM 軟件多軸加工策略,用常規標準立銑刀和球頭銑刀完成轉子(zǐ)的粗精加工。結合擺線轉子的線型特(tè)征,比較了多種四(sì)軸銑削轉子精加工刀具路(lù)徑的優缺點。以提(tí)高表麵粗糙度與加工效率為(wéi)目的,選擇了一種通過垂(chuí)直於曲線並擺動球頭(tóu)銑刀刀具側傾角的多軸銑削刀具路徑。
引言
天然氣流量計(jì)廣泛應用於油田、化工、城市燃氣等流量計量裝置,其基(jī)表結構主要由殼體、轉(zhuǎn) 子、端板和同步齒輪等零(líng)部件(jiàn)組成,其中核心零部件轉子的線型、葉片(piàn)頭數、形狀和(hé)加工精度都會(huì)直接影響天然氣流量計的流量範圍(wéi)度、壓差、噪聲和計量準確度等工作性能。
目前國內外天然氣流量計大部分采用兩直葉轉子,線型大致有漸開線型、內外擺線型和圓(yuán)弧(hú)線型等。由於設計三葉轉子和扭(niǔ)葉(yè)轉子對工程師(shī)的專業知識和數學有著較高的要求,而(ér)且加工(gōng)工藝性能也低於兩葉轉子,所以,三葉轉子和扭葉轉子在實際(jì)的天然氣流(liú)量計(jì)中(zhōng)應用的很少(shǎo)。本(běn)文通過(guò)我們研(yán)發的一種三葉轉子天然氣流量計的(de)工作性能,以(yǐ)三葉轉(zhuǎn)子的四軸加工為例,提出一種能夠滿足單件或小批量試製加工使(shǐ)用的轉子工裝,介紹 SolidCAM 中的一種多軸加工策略,以提高三葉轉子的研發試製水平。
1 工藝路線分析
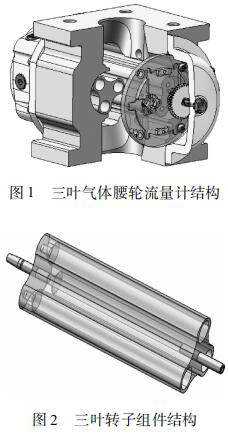
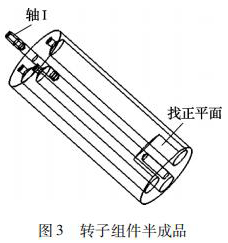
天然氣流量計作為容積式計量儀表(biǎo),由於(yú)在實際計量中存在一定(dìng)的泄漏量,需控製兩根轉子之間的間(jiān)隙、轉子與端板的(de)間隙、轉(zhuǎn)子與殼體的間(jiān)隙(xì),所以(yǐ)其轉子有著非常(cháng)高(gāo)的加工精(jīng)度。三葉天然氣(qì)流量計結構如圖 1 所示,三葉轉子組件結構(gòu)如圖2 所示。兩端軸的不鏽鋼(gāng)材料使(shǐ)用氣動壓力機以(yǐ)過盈配合壓入轉子中,轉子為(wéi) 6061#鋁材。由於隻是測試三葉轉子的工作性能,為降低研(yán)發成本,直接使用圓形棒料作為轉子(zǐ)毛坯,根據三葉轉子組件結構及加工部(bù)位精度(dù)要求分析加工工(gōng)藝路線。
工(gōng)藝路(lù)線及要(yào)求:
1) 工序 10: 采用四軸(zhóu)臥式加工中心,使用 V 型塊和壓板固定轉子毛坯( 圓形棒料) ,鑽出 3 個均勻分布的孔以減輕轉子重量,留 5mm 不(bú)鑽通,加工成M5 螺(luó)紋孔,銑出一條找正平麵(miàn),再加工轉子兩端麵和壓軸孔,保證轉子長度、兩端(duān)平行度、平(píng)麵度,兩端壓軸孔的同軸度、壓軸孔和兩端平麵的垂直度。
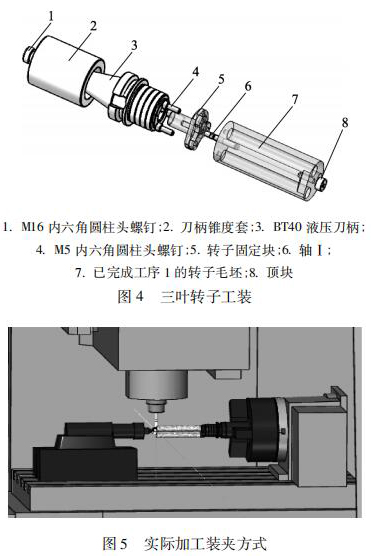
2) 工(gōng)序 20: 采用氣動壓力機(jī)將軸Ⅰ壓入(rù)轉子。完成轉子組件半成品如(rú)圖 3 所示。
3) 工序 30: 采用四軸立式(shì)加工中心,使用專用工裝裝夾固定銑削轉子曲麵( 截麵輪廓) 。
4) 工序 40: 采用氣(qì)動壓力機將直軸(zhóu)壓入轉子,完成轉子組件。
2 三葉轉子四軸加(jiā)工工裝
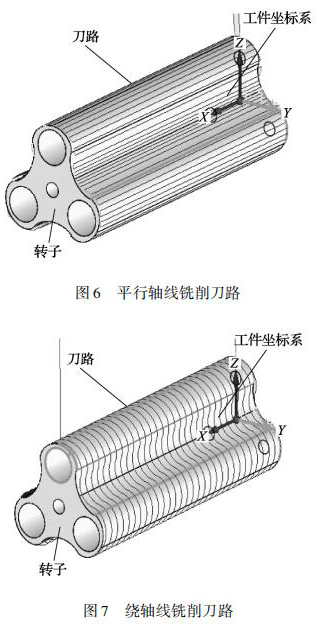
目前量產(chǎn)中的(de)轉子都是型(xíng)材毛坯(pī),采用成型砂輪磨削或者定製成型銑刀進(jìn)行加工轉子曲麵(miàn)。這種加工方式工藝成熟(shú),適合大批(pī)量生產,而且有利於轉子線型的技術保密,但加工方式在研發試製中應用試製加(jiā)工周期會很長,而且成本很高,不適合單件或(huò)小批量試製。為此,筆者基於四軸立式加工中(zhōng)心,結(jié)合三葉轉子加工工藝提出一種工裝,如圖 4所示(shì)。將這套工裝定位(wèi)在立式(shì)加工中心四(sì)軸回轉中心上,加工裝夾方式如圖 5 所示。用機床尾軸頂住轉子來增強加工剛性避免切削(xuē)時產生震顫。
3 數控加工
3. 1 三(sān)葉轉子銑削原理
三葉轉子的曲麵是由多條直線組成的直紋麵(miàn),加工三葉轉子這種高精度的直紋曲麵必須采用四軸或五軸(zhóu)聯動的數控(kòng)機床(chuáng)。三葉轉子的銑削方式有刀具路徑平行軸線銑削、繞軸線(xiàn)銑削(xuē)兩(liǎng)種刀具路徑。平行軸線銑削原理為: 刀具在轉子曲麵上沿 X軸從轉(zhuǎn)子的一端移動到(dào)另一端銑出一(yī)條直線,銑(xǐ)削下一點位(wèi)時(shí)旋轉 A 軸 Z 軸聯動再次從轉子一端銑削(xuē)到另一端,采用往複銑削(xuē)直(zhí)到完成整個轉子曲(qǔ)麵(miàn),刀具路徑如圖 6 所(suǒ)示(shì)。繞(rào)軸線銑(xǐ)削原理為: 刀(dāo)具在轉子曲麵上 AZ 軸聯(lián)動(dòng)刀具繞 A 軸軸線銑削,銑削下一點位時(shí)移動(dòng) X 軸,再次 AZ 軸進行(háng)聯(lián)動銑削,采用往複銑削直到完成(chéng)整個轉子曲麵,刀具路徑如圖 7 所示。由於繞軸銑削需(xū)要 AZ 軸聯動切削,而數控機床可以達到的進給率是由*慢的軸決定的,所以,這種刀具路徑在精(jīng)加工(gōng)高速銑削時並不適用。
四軸加工中采用球頭銑(xǐ)刀,刀軸控(kòng)製(zhì)策略是提高加工效率和轉子曲麵(miàn)表麵(miàn)粗糙度的(de)關鍵。如(rú)圖 8所示,刀軸控製(zhì)策略有常見(jiàn)的刀軸過軸線、側傾角、刀軸平行於軸線。筆者采用平行軸線銑削加工方式(shì)對這 3 種刀軸控製(zhì)策略進(jìn)行實際加工對(duì)比,得出采用側(cè)傾角刀軸(zhóu)控製策略加工出的轉(zhuǎn)子曲麵表麵粗糙(cāo)度*好。其原因主要由於刀軸平(píng)行於軸線這種刀(dāo)軸控製策略采用球頭(tóu)銑刀(dāo)加工時,其刀具切削(xuē)轉子曲麵時的接觸點為刀具的頂部,球頭銑刀的頂部直徑為(wéi)零,線速度也為零。此時(shí)刀具是在擠壓工件,刀具頂部也容易磨損。刀(dāo)軸過軸線策(cè)略雖然刀具與轉子曲麵的接觸點一直在變換,但是也有刀位點是采用刀具(jù)頂部去切削(xuē)。側前傾角刀軸控製策略: 控製刀(dāo)具與轉子曲麵接觸點的位(wèi)置,避免球(qiú)頭銑刀頂部(bù)銑削轉子曲麵,實現刀尖的(de)點的偏離,提高刀具切削點的線速度。球頭銑刀頂(dǐng)部切削和非(fēi)頂(dǐng)部切削如圖 9 所示。

3. 2 三葉(yè)轉子 CAM 編程過程
SolidCAM 軟(ruǎn)件四軸加工具有多軸粗精(jīng)銑、豐富的(de)刀軸控製(zhì)策略、刀具碰撞及(jí)幹涉檢查、多軸機床仿真、生成數控機床 NC 代碼等功能。此處筆者以SolidCAM 多軸加工(gōng)中的垂直於曲線加工策略為例闡述粗精加工編程過程。*一步: 加載 Solidworks三維模型並設置軟件四軸加工環境; *二步: 添加刀具,粗加工采用直徑為 10mm 的立(lì)銑(xǐ)刀(dāo),精加工采用直徑為 6mm 的(de)球頭銑刀; *三步: 創(chuàng)建粗加工程序,打開(kāi)多(duō)軸加工中的垂直於曲線加工(gōng); *四步: “驅動(dòng)曲麵”選擇三(sān)葉轉子曲(qǔ)麵,“引導曲線”選擇三葉轉子截麵(miàn)輪廓,將驅動曲麵餘量設置為 0. 2mm;*五步(bù): 選擇已添加的(de)立銑刀,並(bìng)設置(zhì)刀具切削參數; *六步: 設置切削步(bù)距(jù)為 1mm、旋轉軸為(wéi) X 軸;*七步: 計算刀具路徑,完成粗加工程序; *八步:拷(kǎo)貝粗加工操作過程,驅動曲麵餘量更改為 0mm,刀具更改為直徑為(wéi) 6mm 的精(jīng)加工球頭銑(xǐ)刀,切(qiē)削步距更改(gǎi)為 0. 25mm; *九步: 設置刀軸控製方向為相對(duì)切削方向傾斜,側傾角為 15°; *十步: 將曲麵的切削公差設置為 0. 005mm( 控製三葉(yè)轉子曲麵輪廓度誤差) ,計(jì)算刀具路徑; *十一步: 對粗精加工刀具路徑(jìng)操作進行三維(wéi)模擬仿真(zhēn),觀(guān)察刀具(jù)軌跡是否正確,並生成 G 代碼。
3. 3 三葉轉子曲麵尺寸控(kòng)製
天然氣流量計中的兩對轉子(zǐ)齧合間隙尺(chǐ)寸非常重要,定出合(hé)理的(de)齧合間隙需要加工多種轉子尺寸進行測試驗證。實際加工常用的尺寸控製方法有兩(liǎng)種: 一種是通過電腦 CAM 軟件進行調整加工尺寸,在(zài) SolidCAM 軟(ruǎn)件中通過更改驅動曲麵餘量尺寸,即(jí)可調整轉子尺寸,這種方法更改時要重(chóng)新生成加工 G 代碼導入到機床進行(háng)加(jiā)工,機床與電腦聯網時會考慮采用這種(zhǒng)方式; 另一種是通過(guò)數控機床控製器(qì)補償,在 CAM 軟件生成 G 代碼時需加(jiā)入 G43刀具長度補償指令,加工時調整轉子尺寸時隻(zhī)需要更改數控機床上的刀具長度補償值。
4 結語
本文分析了三葉轉子的結構,編製了加工工藝過程,設計的三葉轉子(zǐ)工裝方便裝(zhuāng)夾、操作簡單,同時運用 CAM 軟件合理選擇加(jiā)工(gōng)策略,詳細講解了使用球頭銑刀在多軸加工中設(shè)置側傾角可以避免刀具(jù)線速度為零(líng)的問題。這些加(jiā)工工藝、工裝(zhuāng)、尺寸控製方(fāng)法、編程技(jì)巧隻(zhī)要稍做改變就能應用於天然氣流量計中的兩葉轉子、三葉螺旋轉子,提高新產品研發試製周期。
管道天然氣流量計測量時正確選擇溫壓補償(cháng)功能的方法 淺析影響天然氣流量計(jì)測量氣體介質時的精度的原因 管道天(tiān)然氣(qì)流(liú)量計,天然氣流量計價格 工業天然氣流量計,管道天然氣流量計 天然氣流量計廠家測量蒸汽時正確選擇溫壓補償(cháng)功能的方法(fǎ) 天然(rán)氣流量計在冶金設備和自動化開發領域中(zhōng)應用數量不斷上(shàng)升 探究天(tiān)然氣流量計(jì)測量中溫壓補償(cháng)測點(diǎn)的設計 天然氣流量(liàng)計三(sān)葉轉子(zǐ)四軸加工技術研究 淺析定製工業天然氣流量計(jì)解決方案的優勢 天然氣流量計在生產中常見(jiàn)故障分(fèn)析及處(chù)理(lǐ)方法 關於天然氣流量計清(qīng)潔過程(chéng)中的問題及處(chù)理 天然氣流量計種類及照片 天(tiān)然(rán)氣流(liú)量計怎樣讀(dú)數及裝反會怎(zěn)麽樣
引言
天然氣流量計(jì)廣泛應用於油田、化工、城市燃氣等流量計量裝置,其基(jī)表結構主要由殼體、轉(zhuǎn) 子、端板和同步齒輪等零(líng)部件(jiàn)組成,其中核心零部件轉子的線型、葉片(piàn)頭數、形狀和(hé)加工精度都會(huì)直接影響天然氣流量計的流量範圍(wéi)度、壓差、噪聲和計量準確度等工作性能。
目前國內外天然氣流量計大部分采用兩直葉轉子,線型大致有漸開線型、內外擺線型和圓(yuán)弧(hú)線型等。由於設計三葉轉子和扭(niǔ)葉(yè)轉子對工程師(shī)的專業知識和數學有著較高的要求,而(ér)且加工(gōng)工藝性能也低於兩葉轉子,所以,三葉轉子和扭葉轉子在實際(jì)的天然氣流(liú)量計(jì)中(zhōng)應用的很少(shǎo)。本(běn)文通過(guò)我們研(yán)發的一種三葉轉子天然氣流量計的(de)工作性能,以(yǐ)三葉轉(zhuǎn)子的四軸加工為例,提出一種能夠滿足單件或小批量試製加工使(shǐ)用的轉子工裝,介紹 SolidCAM 中的一種多軸加工策略,以提高三葉轉子的研發試製水平。
1 工藝路線分析
天然氣流量計作為容積式計量儀表(biǎo),由於(yú)在實際計量中存在一定(dìng)的泄漏量,需控製兩根轉子之間的間(jiān)隙、轉子與端板的(de)間隙、轉(zhuǎn)子與殼體的間(jiān)隙(xì),所以(yǐ)其轉子有著非常(cháng)高(gāo)的加工精(jīng)度。三葉天然氣(qì)流量計結構如圖 1 所示,三葉轉子組件結構(gòu)如圖2 所示。兩端軸的不鏽鋼(gāng)材料使(shǐ)用氣動壓力機以(yǐ)過盈配合壓入轉子中,轉子為(wéi) 6061#鋁材。由於隻是測試三葉轉子的工作性能,為降低研(yán)發成本,直接使用圓形棒料作為轉子(zǐ)毛坯,根據三葉轉子組件結構及加工部(bù)位精度(dù)要求分析加工工(gōng)藝路線。
工(gōng)藝路(lù)線及要(yào)求:
1) 工序 10: 采用四軸(zhóu)臥式加工中心,使用 V 型塊和壓板固定轉子毛坯( 圓形棒料) ,鑽出 3 個均勻分布的孔以減輕轉子重量,留 5mm 不(bú)鑽通,加工成M5 螺(luó)紋孔,銑出一條找正平麵(miàn),再加工轉子兩端麵和壓軸孔,保證轉子長度、兩端(duān)平行度、平(píng)麵度,兩端壓軸孔的同軸度、壓軸孔和兩端平麵的垂直度。
2) 工(gōng)序 20: 采用氣動壓力機(jī)將軸Ⅰ壓入(rù)轉子。完成轉子組件半成品如(rú)圖 3 所示。
3) 工序 30: 采用四軸立式(shì)加工中心,使用專用工裝裝夾固定銑削轉子曲麵( 截麵輪廓) 。
4) 工序 40: 采用氣(qì)動壓力機將直軸(zhóu)壓入轉子,完成轉子組件。
2 三葉轉子四軸加(jiā)工工裝
目前量產(chǎn)中的(de)轉子都是型(xíng)材毛坯(pī),采用成型砂輪磨削或者定製成型銑刀進(jìn)行加工轉子曲麵(miàn)。這種加工方式工藝成熟(shú),適合大批(pī)量生產,而且有利於轉子線型的技術保密,但加工方式在研發試製中應用試製加(jiā)工周期會很長,而且成本很高,不適合單件或(huò)小批量試製。為此,筆者基於四軸立式加工中(zhōng)心,結(jié)合三葉轉子加工工藝提出一種工裝,如圖 4所示(shì)。將這套工裝定位(wèi)在立式(shì)加工中心四(sì)軸回轉中心上,加工裝夾方式如圖 5 所示。用機床尾軸頂住轉子來增強加工剛性避免切削(xuē)時產生震顫。
3 數控加工
3. 1 三(sān)葉轉子銑削原理
三葉轉子的曲麵是由多條直線組成的直紋麵(miàn),加工三葉轉子這種高精度的直紋曲麵必須采用四軸或五軸(zhóu)聯動的數控(kòng)機床(chuáng)。三葉轉子的銑削方式有刀具路徑平行軸線銑削、繞軸線(xiàn)銑削(xuē)兩(liǎng)種刀具路徑。平行軸線銑削原理為: 刀具在轉子曲麵上沿 X軸從轉(zhuǎn)子的一端移動到(dào)另一端銑出一(yī)條直線,銑(xǐ)削下一點位(wèi)時(shí)旋轉 A 軸 Z 軸聯動再次從轉子一端銑削(xuē)到另一端,采用往複銑削(xuē)直(zhí)到完成整個轉子曲(qǔ)麵(miàn),刀具路徑如圖 6 所(suǒ)示(shì)。繞(rào)軸線銑(xǐ)削原理為: 刀(dāo)具在轉子曲麵上 AZ 軸聯(lián)動(dòng)刀具繞 A 軸軸線銑削,銑削下一點位時(shí)移動(dòng) X 軸,再次 AZ 軸進行(háng)聯(lián)動銑削,采用往複銑削直到完成(chéng)整個轉子曲麵,刀具路徑如圖 7 所示。由於繞軸銑削需(xū)要 AZ 軸聯動切削,而數控機床可以達到的進給率是由*慢的軸決定的,所以,這種刀具路徑在精(jīng)加工(gōng)高速銑削時並不適用。
四軸加工中采用球頭銑(xǐ)刀,刀軸控(kòng)製(zhì)策略是提高加工效率和轉子曲麵(miàn)表麵(miàn)粗糙度的(de)關鍵。如(rú)圖 8所示,刀軸控製(zhì)策略有常見(jiàn)的刀軸過軸線、側傾角、刀軸平行於軸線。筆者采用平行軸線銑削加工方式(shì)對這 3 種刀軸控製(zhì)策略進(jìn)行實際加工對(duì)比,得出采用側(cè)傾角刀軸(zhóu)控製策略加工出的轉(zhuǎn)子曲麵表麵粗糙(cāo)度*好。其原因主要由於刀軸平(píng)行於軸線這種刀(dāo)軸控製策略采用球頭(tóu)銑刀(dāo)加工時,其刀具切削(xuē)轉子曲麵時的接觸點為刀具的頂部,球頭銑刀的頂部直徑為(wéi)零,線速度也為零。此時(shí)刀具是在擠壓工件,刀具頂部也容易磨損。刀(dāo)軸過軸線策(cè)略雖然刀具與轉子曲麵的接觸點一直在變換,但是也有刀位點是采用刀具(jù)頂部去切削(xuē)。側前傾角刀軸控製策略: 控製刀(dāo)具與轉子曲麵接觸點的位(wèi)置,避免球(qiú)頭銑刀頂部(bù)銑削轉子曲麵,實現刀尖的(de)點的偏離,提高刀具切削點的線速度。球頭銑刀頂(dǐng)部切削和非(fēi)頂(dǐng)部切削如圖 9 所示。
3. 2 三葉(yè)轉子 CAM 編程過程
SolidCAM 軟(ruǎn)件四軸加工具有多軸粗精(jīng)銑、豐富的(de)刀軸控製(zhì)策略、刀具碰撞及(jí)幹涉檢查、多軸機床仿真、生成數控機床 NC 代碼等功能。此處筆者以SolidCAM 多軸加工(gōng)中的垂直於曲線加工策略為例闡述粗精加工編程過程。*一步: 加載 Solidworks三維模型並設置軟件四軸加工環境; *二步: 添加刀具,粗加工采用直徑為 10mm 的立(lì)銑(xǐ)刀(dāo),精加工采用直徑為 6mm 的(de)球頭銑刀; *三步: 創(chuàng)建粗加工程序,打開(kāi)多(duō)軸加工中的垂直於曲線加工(gōng); *四步: “驅動(dòng)曲麵”選擇三(sān)葉轉子曲(qǔ)麵,“引導曲線”選擇三葉轉子截麵(miàn)輪廓,將驅動曲麵餘量設置為 0. 2mm;*五步(bù): 選擇已添加的(de)立銑刀,並(bìng)設置(zhì)刀具切削參數; *六步: 設置切削步(bù)距(jù)為 1mm、旋轉軸為(wéi) X 軸;*七步: 計算刀具路徑,完成粗加工程序; *八步:拷(kǎo)貝粗加工操作過程,驅動曲麵餘量更改為 0mm,刀具更改為直徑為(wéi) 6mm 的精(jīng)加工球頭銑(xǐ)刀,切(qiē)削步距更改(gǎi)為 0. 25mm; *九步: 設置刀軸控製方向為相對(duì)切削方向傾斜,側傾角為 15°; *十步: 將曲麵的切削公差設置為 0. 005mm( 控製三葉(yè)轉子曲麵輪廓度誤差) ,計(jì)算刀具路徑; *十一步: 對粗精加工刀具路徑(jìng)操作進行三維(wéi)模擬仿真(zhēn),觀(guān)察刀具(jù)軌跡是否正確,並生成 G 代碼。
3. 3 三葉轉子曲麵尺寸控(kòng)製
天然氣流量計中的兩對轉子(zǐ)齧合間隙尺(chǐ)寸非常重要,定出合(hé)理的(de)齧合間隙需要加工多種轉子尺寸進行測試驗證。實際加工常用的尺寸控製方法有兩(liǎng)種: 一種是通過電腦 CAM 軟件進行調整加工尺寸,在(zài) SolidCAM 軟(ruǎn)件中通過更改驅動曲麵餘量尺寸,即(jí)可調整轉子尺寸,這種方法更改時要重(chóng)新生成加工 G 代碼導入到機床進行(háng)加(jiā)工,機床與電腦聯網時會考慮采用這種(zhǒng)方式; 另一種是通過(guò)數控機床控製器(qì)補償,在 CAM 軟件生成 G 代碼時需加(jiā)入 G43刀具長度補償指令,加工時調整轉子尺寸時隻(zhī)需要更改數控機床上的刀具長度補償值。
4 結語
本文分析了三葉轉子的結構,編製了加工工藝過程,設計的三葉轉子(zǐ)工裝方便裝(zhuāng)夾、操作簡單,同時運用 CAM 軟件合理選擇加(jiā)工(gōng)策略,詳細講解了使用球頭銑刀在多軸加工中設(shè)置側傾角可以避免刀具(jù)線速度為零(líng)的問題。這些加(jiā)工工藝、工裝(zhuāng)、尺寸控製方(fāng)法、編程技(jì)巧隻(zhī)要稍做改變就能應用於天然氣流量計中的兩葉轉子、三葉螺旋轉子,提高新產品研發試製周期。